In pharmaceutical manufacturing, hygiene is not optional—it is foundational. Every stage of production, from raw ingredient handling to final packaging, must meet strict regulatory standards to ensure product purity and patient safety. While much attention is given to cleanrooms, filtration systems, and sterilization equipment, one critical component of compliance is often overlooked: hygienic material handling.
Pharmaceutical baskets play a vital role in maintaining contamination-free workflows. Designed specifically for cleanroom and GMP environments, stainless steel pharmaceutical baskets support the safe transport, storage, washing, and sterilization of sensitive materials and components. When engineered properly, they improve efficiency while protecting product integrity.
Why Hygienic Material Handling Is Critical in Pharmaceutical Manufacturing
Pharmaceutical facilities routinely handle active pharmaceutical ingredients (APIs), excipients, intermediates, vials, tools, and small components. Even minor contamination from dust, microbial growth, or foreign particles can compromise an entire production batch.
Effective hygienic material handling supports:
- Product quality and purity
- Regulatory compliance with FDA and EMA standards
- GMP and cleanroom protocol adherence
- Traceability and quality assurance
- Patient safety and risk reduction
Material handling equipment must be easy to clean, resistant to corrosion, and structurally reliable under repeated sterilization cycles. Stainless steel pharmaceutical baskets meet these requirements while integrating seamlessly into controlled production environments.
The Role of Pharmaceutical Baskets in Cleanroom Operations
Pharmaceutical baskets are specialized containers engineered for hygienic containment and movement of materials. Unlike standard industrial baskets, these units are designed specifically for pharmaceutical manufacturing environments.
Secure Containment of Sensitive Materials
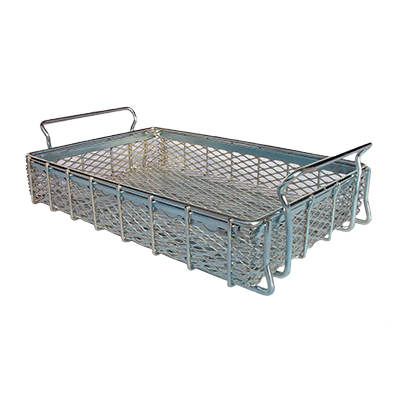
Stainless steel pharmaceutical baskets provide a durable, non-reactive enclosure that prevents contamination during transfer and storage. The use of corrosion-resistant stainless steel ensures compatibility with chemical cleaning agents and sterilization processes.
Smooth welds and open mesh construction reduce crevices where bacteria or particulates could accumulate. This design helps facilities maintain validated cleaning procedures.
Autoclave and Sterilization Compatibility
Many pharmaceutical baskets are designed to withstand autoclaving, steam sterilization, and chemical sanitation. High-temperature resistance and structural integrity are essential for maintaining long-term performance in sterile environments.
For enhanced sanitation performance, manufacturers may apply electropolished finishes that improve corrosion resistance and surface smoothness. Learn more about Salco’s pharmaceutical basket solutions designed for hygienic material handling.
Custom Design for Regulated Workflows
No two pharmaceutical facilities operate exactly the same. Custom pharmaceutical baskets can be engineered to accommodate:
- Specific batch sizes
- Tablet trays or blister packs
- Vial racks and component holders
- Precision tooling and assembly parts
- Small parts requiring airflow during cleaning
Customization ensures proper fit, safe containment, and workflow efficiency while minimizing contamination risk.
Types of Pharmaceutical Baskets Used in Manufacturing
Pharmaceutical baskets serve multiple purposes across the production process.
Storage Baskets
Used to safely store raw materials, sterile components, or finished products within controlled environments. These baskets maintain organization while protecting contents from exposure.
Washing and Cleaning Baskets
Specialized wire washing baskets allow full exposure to cleaning agents, ultrasonic washers, or spray systems. Open mesh designs ensure complete drainage and drying, supporting validated cleaning procedures.
Transport Baskets
Designed for internal movement between production zones, transport baskets help maintain containment while improving workflow efficiency. Reinforced frames and secure handles reduce the risk of spillage or part damage.
Custom Pharmaceutical Handling Solutions
Some facilities require baskets engineered for highly specific applications, including sterile component staging, aseptic filling support, or precision assembly operations. Salco’s expertise in precision wire forming allows for custom geometries tailored to pharmaceutical specifications.
Regulatory Compliance and Quality Assurance
Pharmaceutical manufacturers must comply with rigorous regulatory standards. Stainless steel pharmaceutical baskets support compliance by offering:
- Non-porous, easy-to-clean surfaces
- Resistance to corrosion and chemical degradation
- Compatibility with validated sterilization processes
- Traceable manufacturing documentation
- Long-term structural reliability
Properly engineered baskets reduce contamination risk while improving audit readiness and documentation consistency.
Advantages of Stainless Steel in Pharmaceutical Baskets
Stainless steel remains the preferred material for pharmaceutical baskets because it offers:
- Corrosion resistance in washdown environments
- Strength under heavy loads
- Resistance to repeated autoclaving cycles
- Non-reactive surface properties
- Long service life with minimal maintenance
These benefits make stainless steel pharmaceutical baskets a cost-effective long-term investment in regulated manufacturing environments.
Partner with Salco for Custom Pharmaceutical Baskets
Salco Engineering & Manufacturing specializes in custom pharmaceutical baskets engineered for hygienic material handling in regulated facilities. With decades of experience in stainless steel fabrication and precision wire forming, Salco delivers durable, sanitary solutions that meet strict industry standards.
Whether your operation requires washing baskets, transport systems, or fully customized cleanroom handling solutions, Salco can design and fabricate equipment tailored to your workflow and compliance requirements.
If your pharmaceutical facility is seeking reliable, hygienic material handling solutions, contact Salco today to request a quote and discuss your custom pharmaceutical basket needs.